|
|
Papers in anderen sprachen:
|
|
|
physik referate |
Tiefziehen
Tiefziehen ist ein Fertigungsverfahren aus der Gruppe Umformen, und zwar Zugdruckumformen, weil die Umformung durch eine Zug- und Druckbeanspruchung herbeigeführt wird.
Beim Tiefziehen entsteht aus einem flachen Blech ein tiefer Körper, ohne beabsichtigte Veränderung der Blechdicke.
![]()
![]()
|
Fn |
|
Fn |
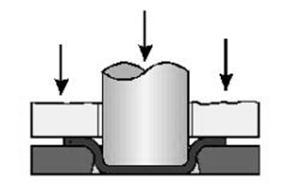
Die Ausgangsform für das Werkstück mit dem Durchmesser d1 ist eine ebene Blechronde mit dem Durchmesser D. Die Ronde wird durch den Niederhalter auf die Ziehmatrize gepresst. Danach zieht der Ziehstempel das Blech durch die gerundete Ziehkante in die Matrize. Der Ziehspalt ist etwas größer als die Blechdicke, damit der Werkstoff richtig hineinfließen kann.
Zwischen Matrizenoberseite und Niederhalter wirken radiale Zug- und tangentiale Druckspannungen, zwischen Ziehkante und Napfboden axiale Zugspannungen. Die Druckspannungen entstehen, weil beim Umformen der überschüssige Werkstoff in der Randzone gestaucht und in den zylindrischen Bereich gestreckt werden muss.
Problem 1 (Falten): Der Druckspannung, die in der Randzone auftritt, will der Werkstoff ausweichen, indem er sich wölbt, also Falten bildet. Dies verhindert man durch den Niederhalter, der den Rand auf den Ziehring drückt.
Problem 2 (Riss): Die Ronde kann im Bodenbereich reißen, weil sie dort am meisten gezogen wird und dort die geringste Dicke aufweist. Um dies zu verhindern, wählt man ein geringeres Ziehverhältnis (d.h. man wählt einen größeren Stempeldurchmesser, wodurch sich der Werkstoff nicht so stark verformen muss); also ein Ziehverhältnis, das kleiner ist als das werkstoffabhängige maximale Ziehverhältnis(Grenzziehverhältnis). Dann ist die Tiefziehkraft nämlich kleiner als die maximale Kraft, bei der der Werkstoff reißt
(Bodenreißkraft). Wird ein kleiner Stempeldurchmesser benötigt, so kann in mehreren Zügen tiefgezogen werden.
Das Tiefziehverhältnis b ist definiert als das Verhältnis des Rondendurchmessers D zum Ziehstempeldurchmessers d1.
b = D/d1


Bodenreißkraft: FB = p (d1+s) s Rm
Tiefziehkraft: FZ = FB 1,2 ((b-1)/(bmax
Die Zugfestigkeit Rm kann mit Hilfe des Zugversuchs bestimmt werden, das Grenzziehverhältnis bmax mit Hilfe von verfahrensbezogenen Prüfverfahren (z.B. Napfziehen).
Für die Bestimmung der Rondengröße gilt:
Rondengewicht = Napfgewicht
Wird nun angenommen, dass die Blechdicke konstant bleibt, ergibt sich folgende
Vereinfachung: Rondenfläche = Napfoberfläche.
(p/4) D² = (p/4) d1² + p d1 h
D= d1² + p d1 h
Der Zuschnitt wird nur bei einfachen und regelmäßigen Ziehteilen errechnet, die endgültige Form und Größe des Zuschnitts wird meist empirisch bestimmt.
Beispiele für tiefgezogene Teile: Karosserieteile, Ölwannen, Badewannen, Spülen, Töpfe, Lebensmittelverpackungen, Modellteile
Siehe auch Tabellenbuch Seite 296 und 297.
| Referate über:
|