|
|
Papers in anderen sprachen:
|
|
|
fertigungstechnik referate |
Brennschneiden (autogenes Schneiden) ist ein Trennvorgang, vorwiegend für Werkstücke aus Stahl. Es beruht auf der Eigenschaft des Werkstoffs, sich in reinem Sauerstoffstrahl bei Temperaturen unterhalb des Schmelzpunkts zu entzünden und zu verbrennen, ohne zu schmelzen.
Das zu schneidende Werkstück wird mittels Heizflamme (Azetylen-Sauerstoff-Flamme o. a.) zunächst auf Zündtemperatur des Werkstoffs (fast Weißglut) vorgewärmt. Anschließend wird ein Strahl von mindestens 99,5% reinem Sauerstoff auf die erhitzte Stelle geblasen, der das Verbrennen des Werkstoffs einleitet. Bei dieser Verbrennung entsteht Wärme, welche die Schnittstelle bis in die Tiefe des Werkstoffs dauernd auf Zündtemperatur erhitzt und so den Verbrennungsvorgang durch die ganze Dicke des Werkstoffs aufrechterhält. Der Sauerstoffstrahl arbeitet sich gleichsam von der Werkstückoberfläche aus bis zur Unterseite durch. Die Verbrennungsschlacke wird durch den Druck des Schneidsauerstoffs an der Werkstückunterseite ausgeblasen. Durch langsames Fortbewegen des Brenners in die gewünschte Richtung entsteht eine schmale Trennfuge.
Die Heizflamme wird während des Schneidvorgangs nicht abgestellt, weil die kalte Werkstückoberfläche vor der Schnittstelle von der im Werkstückinnern entstehenden Verbrennungswärme nicht erreicht wird.
Brennschneiden ist grundsätzlich nur bei Werkstoffen mit folgenden Eigenschaften möglich:
|
|
Der auf Zündtemperatur vorgewärmte Werkstoff muß im Sauerstoffstrahl verbrennbar sein.
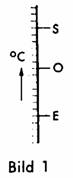
Die Zündtemperatur E muß niedriger als der Schmelzpunkt S des Werkstoffs sein (Bild 1), so daß der Werkstoff verbrennt, bevor er schmilzt.
Der Schmelzpunkt O des Werkstoffoxyds (Verbrennungsschlacke) muß niedriger als der Schmelzpunkt S sein, damit die Schlacke durch den Sauerstoffdruck hinausgeblasen werden kann.
Die Verbrennungswärme des Werkstoffs muß groß, die Wärmeleitfähigkeit dagegen gering sein, damit beim Schneidvorgang wenig Wärmeverlust eintritt und unter Mitwirkung der Heizflamme die Zündtemperatur dauernd aufrechterhalten werden kann.
Beispiel:
Bei Stahl mit 0,1 % C-Gehalt ist E 1000°C, O 1350°C, S 1500°C. Im allgemeinen unterscheidet man hinsichtlich der autogenen Brennschneidbarkeit:
Gut schneidbare Werkstoffe.
Bedingt, nur mit besonderen Hilfsmitteln schneidbare Werkstoffe.
Nicht schneidbare Werkstoffe.
Gut schneidbare
Werkstoffe
-
sind alle unlegierten, nicht härtbaren Baustähle bis etwa 0.3 % C-Gehalt,
niedriglegierte Stähle sowie Stahlguß. Sie erfüllen die oben angeführten
Voraussetzunqen.
Bei höherem C-Gehalt (etwa ab 0.3 1.60%) muß das Werkstück, zur Vermeidung
von Härtungserscheinungen und Einrissen der Schnittkanten, immer vorgewärmt und
eventuell nachgeglüht werden. Die Vorwärmtemperatur muß um so höher sein, je
höher der C-Gehalt und je dicker das Werkstück ist.
Bedingt, nur mit
besonderen Hilfsmitteln schneidbare Werkstoffe
- sind
die meisten hochlegierten Stähle und Gußeisen. Bedingt schneidbar sind
Werkstoffe dann, wenn der C-Gehalt sehr hoch ist, weil die Zündtemperatur mit
zunehmendem Kohlenstoffgehalt ansteigt, die Schmelztemperatur jedoch abnimmt
und wenn der Schmelzpunkt der Metalloxyde etwas höher als der des
Grundwerkstoffs liegt.
Diese Werkstoffe erfordern Spezialschneidbrenner und besondere Hilfsmittel, wie
Pulver-, Sand- und Flußmittelzusatz.
Nicht schneidbare
Werkstoffe
- sind
fast alle Nichteisenmetalle, wie Aluminium, Kupfer, Chrom, Nickel, Mangan u. a.,
weil die Zündtemperatur höher als der Schmelzpunkt der Metalle ist.
Die Vorwärmtemperaturen der niedriglegierten Stähle entsprechen
dann jenen der unlegierten, wenn die Summe der Prozentgehalte der
Legierungsbestandteile nach untenstehenden Richtwerten errechnet und einem
entsprechenden Kohlenstoff-Prozentgehalt gleichgesetzt wird
(Kohlenstoffäquivalent).
Kohlenstoffäquivalent = C-Gehalt + Summe der Legierungsgehalte (errechnet nach
folgenden Richtwerten Mn/6, Ni/15, Cr/5, Mo/4, V/4).
Als Schneidgerat dient der Schneidbrenner. Er ist im Prinzip ähnlich dem Schweißbrenner, hat aber noch zusätzlich eine Düse für die Zufuhr des reinen Schneidsauerstoffs.
Hauptaufgaben des Schneidbrenners:
Versorgung der Heizdüse mit einem Brenngas-Sauerstoff-Gemisch für die Vorwärmflamme. Als Brenngas (Heizgas) dient meist Azetylen; seltener Wasserstoff, Propan u. a.
Zufuhr des Schneidsauerstoffs im Zentrum der Heizdüse. Die mit eigenem Absperrventil versehene Leitung des Schneidsauerstoffs wird vor der Mischkammer der Heizdüse abgezapft.(Bild 2)
Saug-Schneidbrenner (Bild 2)
Der Sauerstoff hat höheren Druck und saugt im Injektor a das unter niedrigerem
Druck stehende Brenngas an. Verwendung in der Regel für Handschnitte.
Druckgas-Schneidbrenner
(Bild
3)
Das Brenngas wird hier nicht angesaugt; es strömt mit genügend eigenem Druck in
den Brenner. Die Mischung erfolgt, je nach Bauart des Brenners, entweder im
Mischrohr d (Bild 2 rechts) oder erst im Mundstück (Bild 12c) oder außerhalb
desselben (Bild 12d). Die Druckgas-Schneidbrenner werden hauptsächlich für
Schneidmaschinen verwendet.
Wechselschneidbrenner (kombinierte Schweißbrenner), Bild 4, haben neben den verschiedenen Schweißbrennereinsatzen fallweise auch Schneidbrennereinsätze, die an den Universal-Handgriff geschraubt werden können (Beispiele: siehe Bilder 4 b, c).
Der Schneideinsatz (Bild 4 a) wird in Werkstätten angewendet, in denen Schweiß- u Schneidarbeiten oft wechseln und Schnittiefen bis etwa 100mm Dicke ausgeführt werden. Der Brenner ist mit einer Rollenführung für gerade Schnitte und mit einer Zirkelführung für kreisförmige Schnitte sowie mit 2 Schneiddüsen für 3 40 mm und 40 100mm Materialdicke und mit einer Heizdüse für beide Schneiddüsen ausgestattet.
Beim Lochschneideinsatz (Bild 4b) ist zum Unterschied vor vorigen Einsatz hier der Brennerkopf mit den Düsen nicht abgewinkelt, sondern in einer geraden Verlängerung angebracht. Durch Verstellen der Zirkelspitze (Bild 5) können damit Löcher von z.B. 20 70mm Durchmesser in Blechen, Trägern, Profilen u.a. ausgeschnitten werden. Ein Arbeitsbeispiel zeigt Bild 5.
Der Nietkopfschneideinsatz (Bild 4c) wird mit einer Fläche über das genietete Material hinweggeführt (Bild 6) so daß nur der vorstehende Nietkopf ohne Verletzung des Blechs abgeschnitten wird. Der Nietbolzen wird dann herausgeschlagen.
Hochleistungs-Schneidbrenner (Bild 7) werden für große Werkstückdicken und vor allem dort verwendet, wo viel geschnitten wird. Für den jeweiligen Schneidbereich (z.B. 3 100mm, 3 200mm, 3 300mm) sind verschiedene Heiz- und Schneidüsen auswechselbar.
Dünnblech-Schneidbrenner (Bild 8) für Blechdicken von 0,5 3mm erzeugen Schnitte die der Güte von guten Scheren- und Sägenschnitten entsprechen.
Maschinenschneidbrenner (Bild 9) werden für verschiedene Leistungsbereiche (z.B. 3 300mm, 300 500mm Werkstückdicke) mit entsprechenden auswechselbaren Heiz- und Schneiddüsen verwendet. Werkstücke mit genauen Formschnitten werden ab 100mm Dicke vorteilhaft auf Schneidmaschinen geschnitten. Werkstücke über 500mm Dicke schneidet man mit speziellen Starkschneidbrennern.
Unterwasserschneidbrenner (Bild 10) haben vier Anschlüsse: für Brenngas (Azetylen oder Wasserstoff). Heizsauerstoff, Schneidsauerstoff und Verdrängungsluft sowie Anschluß für elektrische Zündung.
Die Brennerdüse ist der wichtigste Teil des Schneidbrenners. Sie besitzt getrennte Ausgänge, und zwar:
die Heizdüse für die Heizflamme (Brenngas und Sauerstoff)
die Sauerstoffdüse für den reinen Sauerstoff.
Heizdüse
Ihre
Größe, Form, Aufteilung, Lage, Abstand und Winkelstellung zum
Schneidsauerstoffstrahl sind für den Verbrennungsvorgang sehr wichtig.
Sauerstoffdüse
Die
zentral angeordnete Bohrung für den Schneidsauerstoffstrahl soll dem
austretenden Strahl auf größere Länge eine geschlossene zylindrische Form, ohne
Streuung, Einschnürung und Ausbauchung geben.
Nach der Ausführung und Anordnung der Heiz- und Schneiddüse unterscheidet man folgende Düsenausführungen:
Hintereinanderliegende
Düsen
Die
Heizdüse geht voran - die Schneiddüse folgt nach. Verwendung für geradlinige
Schnitte in einer Richtung. Sie ergeben bei dünnen Blechen saubere
scharfkantige Schnitte. Arten: die Stufendüse (Bild 11a) weist getrennt
hintereinanderliegende Düsen (Bild 11 b) auf.
Ringdüse (Bild 11 c)
- war lange die gebräuchlichste Düsenform; sie ermöglicht Schneiden nach allen
Richtungen. Die Schneidsauerstoffdüse liegt in der Mitte der ringförmigen
Heizdüse. Nachteil: Bei häufigem Auswechseln ist, infolge des unsicheren
Gewindesitzes, eine genaue zentrische Lage beider Düsenöffnungen nicht immer garantiert.
Folgen: Unscharfe Schnittkanten und verminderte Schneidgeschwindigkeit.
Schlitzdüse (Bild 12a)
- ist zweiseitig (Düsenteil und Außenmantel). Im Düsenteil (Bild 12a, links)
liegt die zentrische Schneiddüsenbohrung. An der kegeligen Außenfläche sind
mehrere Kanäle (Schlitze) eingearbeitet, durch die das Heizgasgemisch zur
Düsenmündung strömt. Der Außenmantel (Bild 12a, Mitte) liegt fest und dicht um
den Düsenteil (Bild 12a, rechts). Beide Teile werden in den Brennerkopf
gemeinsam eingeschraubt oder mit einer Überwurfmutter befestigt. Die Kanäle und
Dichtflächen sind sorgfältig rein zu halten.
Diese Düse ermöglicht sehr gute Schnittergebnisse, da sie die zentrische Lage
des Schneidsauerstoffstrahls sichert; sie ist einfacher herzustellen und zu reinigen
als die einteilige Blockdüse nach Bild 12b. Anmerkung: Die Schlitzdüse wird
auch als zweiteilige Blockdüse oder Halbrundschlitzdüse bezeichnet.
Blockdüse (Bild 12b)
Heiz- und Schneiddüse sind in einem einzigen Block aus dicht gehammertem Kupfer
vereinigt. Die zentrisch angeordnete Bohrung für den Schneidsauerstoff ist von
5 bis 6 runden Löchern für die Heizflammen kreisförmig umgeben. Die Düse wird
nicht eingeschraubt, sondern mit einer Überwurfmutter gegen zwei kegelige
Sitzflächen K angepreßt. Vorteil: Die runden Heizkanäle der Düse sind für
Flammenform und eine Reinigung günstig (Bild 13). Die Flammenkegel sind länger,
der Abstand der Düsenmündung vom Werkstück größer, daher ist eine
Verstopfungsgefahr durch Spritzer sehr gering. Da die Düse aus Kupfer ist,
werden die Heizkanäle durch den kalten Schneidsauerstoff gut gekühlt.
Blockdüsen ermöglichen gegenüber Ringdüsen größere Schnittgeschwindigkeit,
haben geringeren Gasverbrauch und erzeugen sauberen Schnitt.
Das Bild 13 zeigt das richtige Flammenbild einer Blockdüse. Die Blockdüse muß
sorgfältig behandelt werden und dauernd in einwandfreiem Zustand sein. Die
Düsenmündungen müssen ganz scharfkantig und die Bohrungen rein bleiben.
Aufgeweitete Kanten und rauhe Bohrungen erzeugen unsaubere Schnitte. Beim
Einsetzen der Düse ist darauf zu achten, daß die zwei Kegelsätze K rein sind
(Bild 12b).
Gasemischende
Schneiddüse (Bild 12c)
Normalerweise wird Brenngas und Sauerstoff im Brennerhandgriff gemischt und der
Heizdüse zugeführt. Bei gasemischenden Düsen werden Brenngas und Sauerstoff
getrennt herangeführt und erst in den Düsenkanälen gemischt. Von dort aus
strömt das Gemisch zur Heizdüsenöffnung, wo es in der üblichen Weise rund um
den Schneidsauerstoff verbrennt. Diese Schneiddüsen sind völlig rückschlagsicher
und wärmeunempfindlich. Verwendung: insbesondere für Mehrbrennermaschinen, zum
Lochstechen, zum Brennschneiden von angewärmten Werkstücken, für
Schweißfugenschnitte in V-, X-, Y- und K-Form an stark gekrümmten Kurven.
Außenmischende Schneiddüse (Bild 12d)
Brenngas und Schneidsauerstoff mischen sich erst außerhalb der Düsenöffnungen.
Die Heizflamme ergibt keinen scharfen Flammenkegel, sondern eine weit
vorgelagerte rundliche Mischflamme mit der heißesten Stelle etwa 60mm vor der
Düse, so daß die Düse kühl bleibt. Anwendung hauptsächlich zum Schneiden in
Hüttenbetrieben für Dicken von 60 bis 600mm, zum Anwärmen größerer Stücke u.a.,
geeignet für alle Brenngase.
Vorbereitung
Die Druckminderventile der Flaschen und die Brenneranschlüsse sind wie beim Gasschmelzschweißen anzuschließen. Die Heiz- und Schneidsauerstoffdüse sind passend zur Werkstückdicke auszuwählen (nach Tabelle des Brennerherstellers). Schneidbereich, Gasort und Sauerstoffdruck sind in der Regel auf der Düse eingeprägt.
Einstellen des Schneidsauerstoffdrucks
Öffne langsam in der Reihenfolge:
Schneidsauerstoffventil
des Brenners
Der
Schneidsauerstoffdruck ist nach Werkstoffdicke am Druckminderventil
einzustellen, und zwar stets bei aus der Schneiddüse strömendem Sauerstoff.
Nach dem Einstellen Schneidsauerstoffventil am Brenner schließen. Der Druck des
Schneidsauerstoffs muß um so größer sein, je dicker das Werkstück ist. Der
Brenngasdruck (siehe diesen) bleibt jedoch bei jeder Schnittiefe gleich hoch,
etwa 0,2 0,4 bar.
Werkstücke über 100 mm Dicke werden für genaue Schnitte besser mit Brennschneidmaschinen geschnitten, die in der Regel, wegen der größeren Leistung, einen etwas höheren Druck verlangen (Einstellen nach Maschinentabelle).
Einstellen des
Brenngasdrucks
Öffne
langsam das Flaschenventil für Brenngas und stelle den Brenngasdruck am
Druckminderventil bei geschlossenem Absperrventil ein. Druck etwa 0,2 0,4
bar.
Heizflamme zünden
Öffne
das Absperrventil am Druckminderventil sowie das Brenngasventil des Brenners
und zünde das Brenngas an. Dann öffne das Heizsauerstoffventil des Brenners und
reguliere eine normale Flamme 1:1 ein; Vorgang wie beim Schweißen.
Einregulieren des
Schneidsauerstoffs
Öffne
das Schneidsauerstoffventil des Brenners. In der Folge wird sich bei der
Heizflamme ein kleiner Gasüberschuß zeigen, weil durch die Sauerstoffabzweigung
die, Heizdüse weniger Sauerstoff erhält. Stelle die Heizflamme durch Drosseln
des Brenngases wieder auf Normalflamme 1:1 ein und schließe das
Schneidsauerstoffventil des Brenners.
Beachte
Der
Schneidsauerstoff muß gerade und zylindrisch aus der Düse strömen (Bild 13).
Wenn der Strahl zerflattert, muß die Düse mit dem Düsenreiniger gereinigt
werden.
Anschneiden
Den
Schneidbrenner an die Schnittkante des Werkstückes heranführen, so daß der Brenner
zur Hälfte über der Anschnittskante steht (Bild 14/1). Die Anschnittstelle mit
der Heizflamme auf die Zündtemperatur (Gelbrot, etwa 1050°C) erwärmen;
Anschnittstelle aber nicht anschmelzen! Die Anwärmzeit soll kurz, die
Überhitzungszone Ü klein sein (Bild 14b). Den Schneidbrenner etwas von der
Anschnittkante wegziehen (Bild 14/2); das Schneidsauerstoffventil öffnen (Bild
14/3) und den Brenner sofort wieder über die Kante setzen (Bild 14/4). Wenn
genügend vorgewärmt wurde, dann zeigt sich eine Funkengarbe mit leuchtendem
Sauerstoffstrahl in der Mitte. Bleibt dieser aus, dann Schneidsauerstoff
abstellen und nochmals vorwarmen.
Schnittausführung
Den
Schneidbrenner in die gewünschte Schneidrichtung mit gleichmäßiger
Geschwindigkeit weiterbewegen (Bild 14/5). Bei Hand-Brennschneidmaschinen sind
nach dem Anwärmen das Schneidsauerstoffventil und der Maschinenvorschub
gleichzeitig einzuschalten und der Brenner in die gewünschte Richtung zu
führen.
Druckregler
Normale
Druckregler für Sauerstoff (Druckminderventile) mit Arbeitsmanometer bis 15 bar
zum Gasschmelzschweißen und für Brennschneidzwecke bis 100mm Dicke ergeben bei
Schnittiefen ob etwa 150mm meist keine guten Schnittergebnisse mehr. Für
Schnittiefen ab 100mm ist es daher vorteilhaft, einen Hochdruckregler für
Sauerstoff mit Arbeitsmanometer bis 30bar zu verwenden, der die für dickere
Werkstücke notwendige, stark ansteigende Sauerstoffmenge einwandfrei durchläßt.
Es kommt beim Brennschneiden nicht nur auf den Sauerstoffdruck an, sondern in
gleichem Maße auch auf die zum Verbrennen notwendige Menge von Sauerstoff!
Aus diesem Grunde erfordern tiefe, lange Schnitte ein Zusammenkuppeln mehrerer
Sauerstoff-Flaschen (Batterie). Vom gesamten, durch die Schneiddüse zugeführten
Sauerstoff wird etwa die Hälfte zur Verbrennung des Metalls in der Schnittfuge,
die andere Hälfte zum Durchblasen der Verbrennungsschlacke (Oxyde) verwendet.
Das Mengenverhältnis ändert sich mit der Werkstückdicke.
Schneiddüse.
Jede
Schneiddüse hat für ihren Werkstückdickenbereich einen bestimmten
.Druckstufenbereich, in dem der Wirkungsgrad der Schnittleistung am größten
ist. Es hat keinen Zweck, durch einen die Tabellenwerte übersteigenden
Sauerstoffdruck die Schnittgeschwindigkeit zu steigern. Die Folgen wären
Verschwendung und ein schlechtes Schnittbild (Bild15).
Andererseits wäre es unwirtschaftlich, die Schnittleistung eines Brenners mit
richtig eingestelltem Druck durch eine zu geringe Schnittgeschwindigkeit nicht
auszunutzen; auch in diesem Falle ist das Schnittbild nicht gut (Bild 15).
Beachte: Die in den Schneidtabellen angegebenen Werte für Sauerstoffdruck,
Schnittgeschwindigkeit und Düsenabstand sind sehr genau einzuhalten; vor allem
bei Maschinenbrennern!
Heizdüse
Grundsätzlich
soll die Heizdüse möglichst klein eingestellt und die Vorwärmzone klein sein,
aber bereits Zündtemperatur erreicht haben, bevor der Schneidsauerstoff
eingeschaltet wird. Die verschiedenen Brenngase und Düsenformen erfordern
erfahrungsgemäß bestimmte Abstände der Heizflamme vom Werkstück. (z.B. wird bei
Blockdüsen zur Erzielung scharfkantiger Schnitte die Spitze der Kegelflammen
fast auf die Werkstückkante aufgesetzt, siehe Bild 14)
Beachte Vorschriften und Unfallschutz über Schweiß- und Brennschneidanlagen! Verwende schützende Kleidung, feste Schuhe und geschlossene dunkle Schutzbrille!
Reinige vor dem Schneiden die Schnittstelle von Zunder und Farbe mit Drahtbürste! Beachte: Gase von Mennige-, Blei-, Zink-, Kadmiumschichten u.a. sind giftig! Deshalb Räume lüften oder besser im Freien schneiden! In engen Räumen sind Atemschutzmasken zu verwenden.
Lege die Schnittstelle immer hohl; der Schneidsauerstoffstrahl muß frei austreten können.
Achte stets auf reine Düsen; reinige diese vorsichtig mit Rundholz oder passenden Düsennadeln! Unsaubere Düsen ergeben starke Schnittriefen, nicht rechtwinklige Schnitte, weil der Sauerstoffstrahl abgelenkt wird, und führen außerdem zu Flammenrückschlägen.
Stelle den Sauerstoffdruck nach Schnittiefe ein! Zu niederer Druck ergibt an der Schnittunterkante unebene Ränder, zu hoher Druck kühlt stark und ist Verschwendung.
Die Heizflamme ist bei geöffnetem Schneidsauerstoffventil normal einzustellen. Die Flamme soll leise blasen und nicht zischen. Zu große Heizflamme oder zu geringer Abstand der Düse vom Werkstück haben verschmorte Schnittoberkanten zur Folge. Zu großer Düsenabstand ergibt unsaubere Schnittkanten.
Die Schnittgeschwindigkeit ist so zu wählen, daß ein senkrechter Schlackenstrahl entsteht, auch bei Gehrungsschnitten. Horch auf gleichmäßiges Zischen des Schneidvorgangs; es darf nicht brodeln und gurgeln! Die Schlacke muß gleichmäßig abtropfen.
Bei Schnittunterbrechung sofort Schneidsauerstoff abstellen!
Bei Rückschlag in der Reihenfolge: 1. Schneidsauerstoff, 2. Heizgas und 3. Heizsauerstoff schließen und Brenner im Wasser kühlen!
Beachte vor allem auch die Richtlinien über: Arbeitsweise beim Brennschneiden, Heiz- und Schneiddüse, Schnittgeschwindigkeit, Ansetzen des Schnitts und Schnittführung.
Gußeisen läßt sich mit normalem Brenner nicht schneiden, sondern nur durchschmelzen, weil Graphit nicht brennbar ist. Das Schneiden ist aber auch hier mit verschiedenen Sonderverfahren möglich z.B.:
In einem Sonderschneidbrenner wird dem Schneidsauerstoff Azetylen beigemischt, wodurch die Temperatur soweit erhöht wird, daß auch das Eisenkarbid verbrennt (Sauerstoffdruck 12 15 bar).
Der Schnittstelle wird mit Druckluft ein Pulver aus niedrig gekohltem Eisen zugeführt, das den Graphit im Glühzustand in eine Eisen-Kohlenstoff-Verbindung umwandelt. Mit dem gleichen Zweck kann behelfsmäßig auch ein Blechstreifen aus kohlenstoffarmem Stahl in den Sauerstoffstrahl gehalten werden (Bild 16).
Spezielle Gußeisenschneidbrenner haben Heiz- und Schneiddüsen mit besonders geformten und größeren Düsenöffnungen, damit der Schmelzfluß stark überhitzt wird. Die Heizflamme wird auf Azetylenüberschuß -eingestellt, wobei der Azetylenschleier möglichst die Länge der Werkstoffdicke haben soll. Bei Schnittbeginn muß das Werkstück bis auf helle Rotglut über die ganze Werkstoffdicke gut angewärmt werden. Die Brennerführung beim Anschneiden zeigt Bild 17.
Infolge der großen Bedeutung des Brennschneidens in der modernen Fertigung verwendet man neben Handschneidbrennern vor allem auch Brennschneidmaschinen.
Handschneidbrenner werden vom Bedienungsmann von Hand aus in Schneidrichtung fortbewegt. Vorteil: einfache Bedienung, schnelle Betriebsbereitschaft, vielseitige Anwendungsmöglichkeit und örtliche Unabhängigkeit. Die Genauigkeit der Schnittfuge und die Schnittleistung stehen auch bei größter Geschicklichkeit des Bedienungsmannes erst an zweiter Stelle.
Sollen die Werkstücke mit größerer Genauigkeit und Wirtschaftlichkeit gefertigt werden, als dies mit frei von Hand aus geführten Schneidbrennern möglich ist, dann werden Brennschneidmaschinen mit mechanisch geführten Schneidbrennern verwendet; und dies nicht nur bei großen Werkstücken und im Großbetrieb, sondern auch in kleinen Handwerksbetrieben.
Brennschneidmaschinen erzielen geringe Kosten bei Massenfertigung und erfüllen höchste Ansprüche in bezug auf Maß- und Formgenauigkeit, Schnittleistung nach Zeit und Werkstückdicke, Güte der Schnittfläche und Kantenschärfe. Sie arbeiten weitgehend automatisch und führen den Brenner mit gleichmäßiger Geschwindigkeit in genau gleichbleibendem Abstand geradlinig, kreis- oder kurvenförmig, im Senkrecht- oder Gehrungsschnitt.
Man unterscheidet zwei Hauptgruppen von Brennschneidmaschinen:
Nicht ortsgebundene Hand-Brennschneidmaschinen; sie sind tragbar und können zum Werkstück gebracht werden.
Ortsgebundene Brennschneidmaschinen; sie sind stationär. Die Schnitteile müssen zur Maschine gebracht werden.
Mit dem Plasmaschmelzschneidverfahren können alle elektrisch leitfähigen Metalle geschnitten werden. Hauptsächlich schließt es neben dem Laserschneiden die Lücke der Schneidverfahren für Metalle, die nicht autogen brennschneidbar sind.
Verfahrensbeschreibung
Zwischen einer nichtabschmeizenden Elektrode (meist aus Wolfram) und dem Werkstück entsteht durch zugeführte Energie ein eingeschnürter, übertragener Lichtbogen.
Es sind auch Plasma-Anlagen mit nichtübertragenem Lichtbogen im Einsatz. In diesem Lichtbogen werden einatomige Gase (Argon) oder Gasgemische (z. B. aus 35 % Argon, 65 % Wasserstoff) ionisiert, mehratomige Gase (wie Stickstoff assoziiert. Zunehmend im unteren Leistungsbereich wird auch Druckluft angewendet.
Im Lichtbogenbereich bilden diese Gase einen Plasmastrahl von hoher Temperatur mit großer kinetischer Energie. DerWerkstoffschmilzt, die Strahlenenergie drückt den flüssigen Werkstoff aus der entstehenden Schnittfuge. Bei 18 000 bis 25 000 K wird das Metall rasch aufgeschmolzen. Die Wärmeableitung in die Schnittflanken ist gering, da mit hohen Schrieidgeschwindigkeiten gearbeitet werden kann, der Verzug ist gering.
Beim Wasser-Plasmaschneiden erfolgt - abweichend von der üblichen Plasmaschmelztechnik zusätzlich radiales Einspritzen von Wasser (ca. 3 L/min) in den Plasmastrahl.
Durch die radiale Wasserbewegung bildet sich ein einseitig intensiver wirkendes Plasma, so daß der Schnitt auf der einen Seite fast senkrecht ausfällt, auf der anderen Seite aber bis zu 10° von dieser Idealform abweicht (Gut-Schlecht-Seite).
Der freigesetzte Sauerstoff des Wassers bewirkt besonders hohen Energiegehalt des Plasmastrahls und schlackenfreie Schnittflächen und Schnittunterkanten. Entstehende Metalldämpfe und Schneidstäube werden durch das nicht verdampfte Wasser mitgerissen. Zugleich wird der Lärm um etwa 15 dB (A) verringert. Auch die gesundheitsschädlichen Reizgase Ozon, Stickstoffoxid und Stickstoffdioxid werden im Wassernebel größtenteils gebunden. Darüberhinaus läßt sich erhebliche Umweltentlastung dadurch erreichen, daß 10 cm bis 20 cm über einem Wasserbad geschnitten wird.
Eine starke Geräuschentwicklung entsteht durch die hohe Ausströmgeschwindigkeit der Plasmagase. Darüber hinaus wachsen die Geräusche mit zunehmender Stromstärke an.
Bei Anwendung von Stickstoff als Schneidgas wird mit einer Wolframelektrode gearbeitet. Bei Anwendung von Druckluft ist zur Bildung eines stabileren Brennflecks die Elektrode mit Zirkonium oder Hafnium beschichtet. Von der Druckluft mitgerissene, aus dem Druckluftsystem stammende Wassertröpfchen verursachen Elektrodenverschleiß. Daher müssen Mikrofilter verwendet werden.
Anwendung
Bei allen schmelzschneidbaren Metallen. Das Verfahren wird vielfach bei nicht brennschneidgeeigneten Metallen von 1,5 bis etwa 120 mm eingesetzt. Bei Chrom-Nickelstählen liegt die Anwendbarkeitsgrenze z.Zt. bei 200 mm. Anwendung erfolgt auch bei unlegierten und niedriglegierten Stählen bis 15 mm Dicke. Bei Vernachlässigung der Schnittgüte ist das Plasmaschneiden bis 25 mm Werkstückdicke anderen thermischen Trennverfahren überlegen. "Gut-Schlecht-Seite" erfordert sog. Gitterfertigung.
| Referate über:
|
|
Datenschutz |
| Copyright ©
2024 - Alle Rechte vorbehalten AZreferate.com |
Verwenden sie diese referate ihre eigene arbeit zu schaffen. Kopieren oder herunterladen nicht einfach diese # Hauptseite # Kontact / Impressum |